
|
|||||
|
|||||
 |
    |
||||||||||||
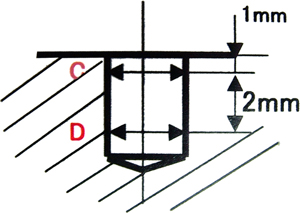
| ・S社製40000rpm仕様にてφ0.8ドリルを使用して最大回転数40000回転にて穴あけ加工例。 | |||||||||||||
 |
|
||||||||||||
ツールの静的振れ精度は焼バメツールは1μm〜2μm、コレット式オートバランサーは2μm〜3μmで静的振れ精度は焼バメツールが優れていた。 しかし加工結果(動的振れ精度)はオートバランサーが刃物径に限りなく近い結果となり静的振れ精度を重視する世の中の評価とは逆となりバランサーが加工負荷変動に対してバランスを取り限りなく加工目標に近づく事が確認されました。 *Dの加工結果により今回使用したドリルの実径はφ0.8より細いと思われる。 |
|||||||||||||